





")
")
")
BRAKE
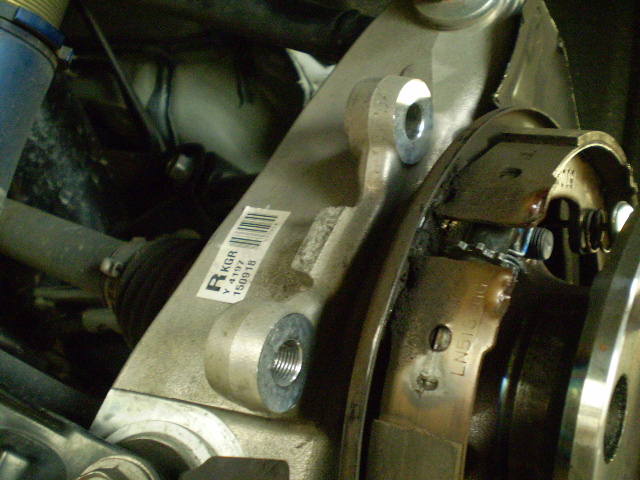
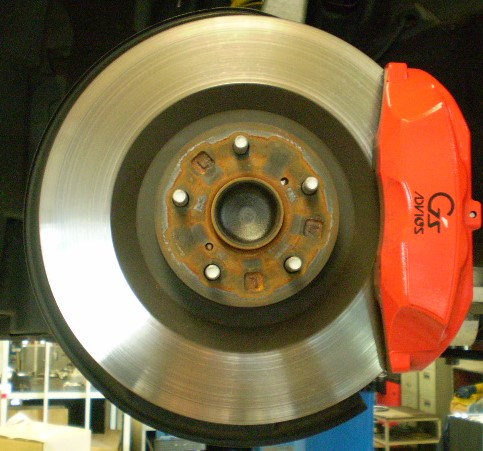
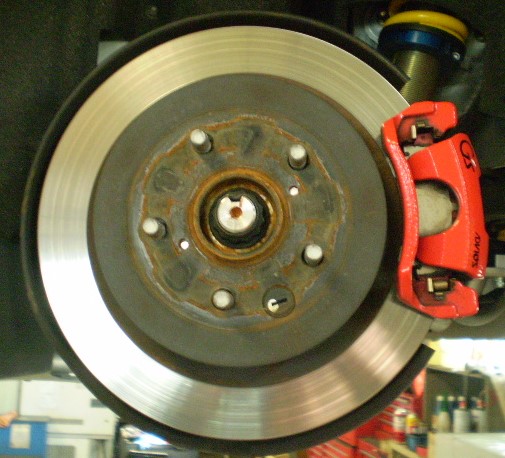
ADVAN Racing TCⅢ brembo 6Pot 380φ

▲ADVAN Racing TCⅢ brembo 6Pot 380φ
レース用に使用している、Z33の サイズは、10J‐18+35です。
きれいに18インチで380φが収まっています。

詳しくは、brembo 6Pot-Rをご覧ください。
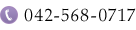
TOYOTA MarkX 133 G's リアオフセットキット-1

▲TOYOTA MarkX 133 G's リアブレーキ
最終型のマークX/GRS133は、リアブレーキキャリパーの固定ボルトがM10 →M12に変更されています。

キャリパーキット、オフセットキット共に、Biot製の既存の製品も装着できず未設定のままでした。
今回は、お客さんから車両を借りてデーター取りを行っています。

各部を撮影し、計測を行いながらコメントと共に画像資料を作成します。
純正を知る大事な作業です。
画像資料と現品を元に図面を書き、純正キャリパー、ナックル等をCADデーターにします。
純正がCADデーターに出来たら、あとは設計して部品の製作を行い、出来上がり後に装着という流れです。
フロントは純正交換2ピースローター356φ、リアはオフセットキット350φの装着予定です。
部品の管理-3 2次加工 Biot ドリルドローター

▲Biot ドリルドローター
ローターを内製化してからもう何年か経ちました。
素材から加工したローターは、旋盤加工、マシニングセンター穴あけ、スリット加工、研削盤で平面研磨加工を行い、在庫部品となります。

▲ブラックサフェース加工済のディスクローター

▲防錆油の塗布後、余分な防錆油を落としている状態
在庫部品は、表面を耐熱の防錆処理(ブラックサフェース加工)を行うものと、防錆油を塗布して在庫するものの2種類に分けて在庫管理を行います。
注文された製品に使用するディスクローターも、基本的にはこの在庫している物から使用します。
スタンダード仕様のスリットローターの場合は、ブラックサフェース加工の在庫品から使用しています。
ドリルド加工等のオプションメニューの場合には、防錆油を塗布した表面処理のされていないディスクローターに加工して、その後、ブラックサフェース加工を行って、製品に使用しています。

▲ドリルド加工後の色々なディスクローター

▲ブラックサフェース加工済のディスクローター
常に、汎用部品を在庫し、2種類に分けて管理することで、ドリルド加工等のオプションメニューへの対応も、短期で行うことができる様になっています。
もちろん、内製化でディスクローターを製作していますので、ゼロから製作することも簡単ではあります。
部品の管理-2 2次加工

▲2次加工を待つ部品達
色々な部品がありますが、Biotでは全てを汎用部品で管理しています。
特注部品は、この流れとは別に、特注製作品として製作しています。
お客さんからの注文で、車種、商品、色、特注仕様等にあわせて、汎用部品で管理している在庫部品を、最小限の加工等で、製品に仕上げています。
もちろんそのまま組み立てを行えば、販売できる製品あります。
ドリルド加工や、ベルハウジングベルハウジングカラー等は、標準仕様以外は全て、上記の加工(Biotでは2次加工と呼んでいます)を行っています。
ご注文時に、コンピューターで在庫検索を行い、ご希望商品が何セット販売できるかを検索して、お問い合わせに対応しています。
製品によっては、30種類以上の部品で構成されているものもあります。
全て、個別コードがつけられ、在庫管理されています。
簡単なものは、即日から翌日位で組み立て、完成品検査を経て、発送しています。
その他は、2次加工を行い、アルマイト処理等を専門の外注業者に依頼して、完了後に組み立て、完成品検査を経て、発送しています。

▲組み立てを待つ部品達
これらの部品管理は、汎用部品で構成できるような製品作りを行う中で出来上がったものです。
高額商品もかなり多くありますが、全てのアイテムを完成品で在庫し、特注にも対応していくのは不可能です。
業界で一番の、短納期と品質管理を目指し、日々作業を行っています。
部品の管理-1 Ðナット
▲Ðナット
製品を作るための部品についてです。 今回は、ローターを組み立てるためのÐナットです。
2ピースローターまたは3ピースローターを組み立てる際に使用します。

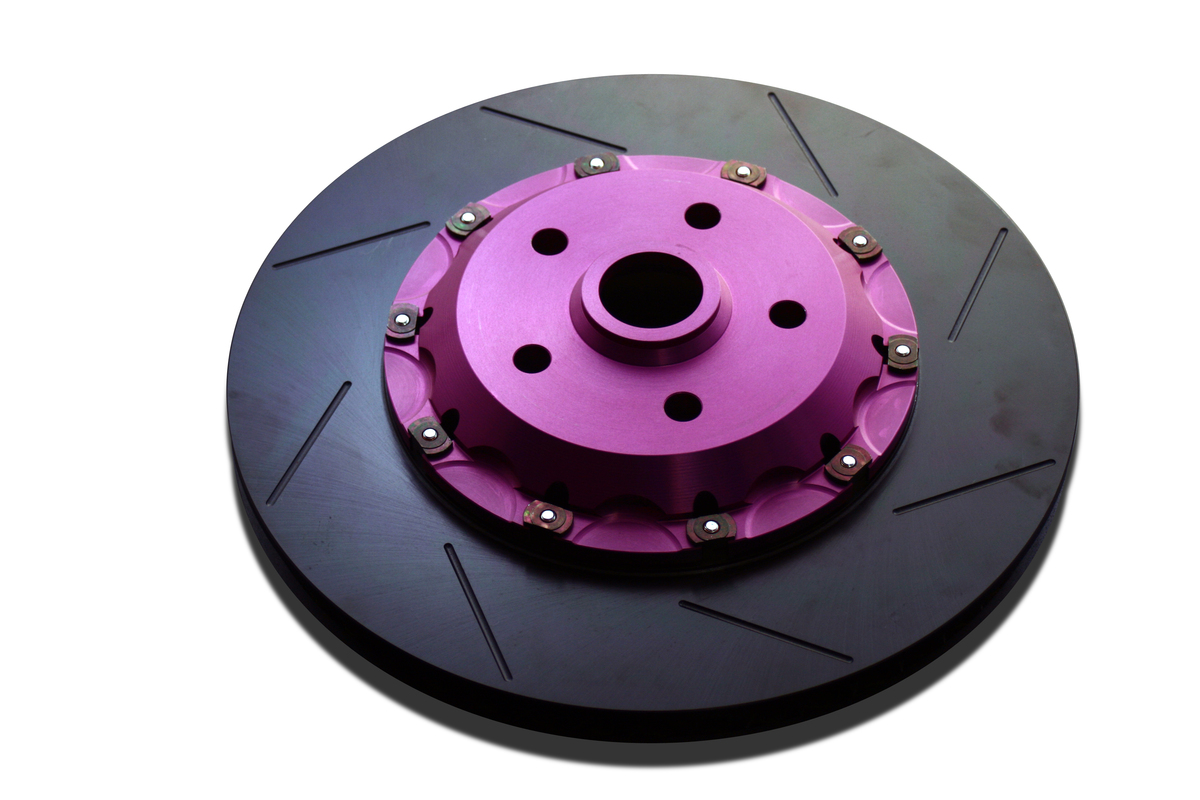
▲Biot 3ピースローター
ボルトナットと同じですが、スリーブ状になったナットで頭部分が一面カットされていて、ベルハウジングとディスクローターを0.1㎜以下の精度でセンターを出す事ができるように設計されています。
ベルハウジングとディスクローターを組付けすると回転した際の径方向の振れが無いということです。
Ðナットは、数百~数千個の単位で製作しますが、使用用途に合わせて、何種類かの長さの設定をしています。
それぞれ、100~200個に仕分けして、部品在庫として管理しています。精密重量計で測定して分けています。


コード番号別に部品庫へ保管しています。

特注ブレーキローター 製作!-1
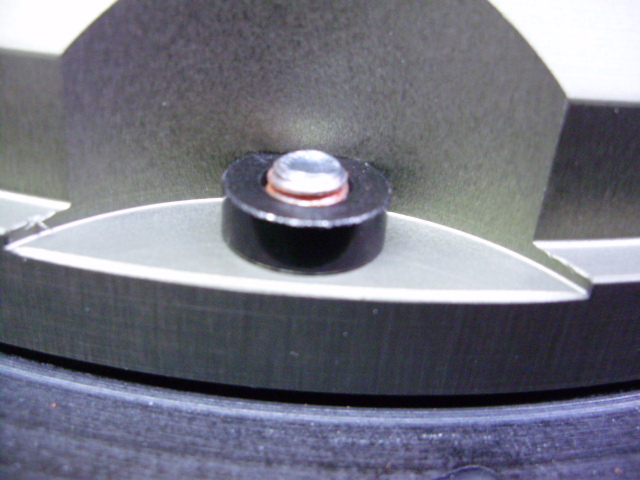
▲特注ブレーキローター
特注ブレーキローター 製作は、今使っている物を新しくしたい、軽量のものにしたい、しっかりとしたものにしたい等、色々なご希望を形に変える事ができる仕事です。メーカーが不明、メーカーが無くなっている、何かの流用品、サイズが違っている等様々です
。
特注ブレーキローターの製作で、お客さんからブレーキローターの現品を預かる場合です。
宅配便で、ブレーキローターとブレーキパッドを送っていただきます。
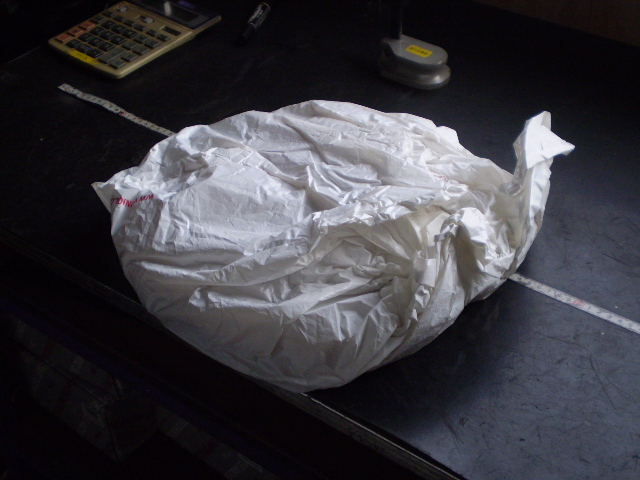
開封して各部を撮影、計測します。重量も計測します。
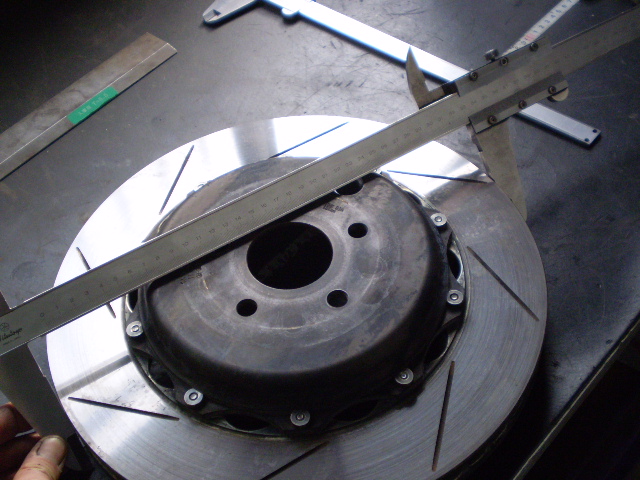
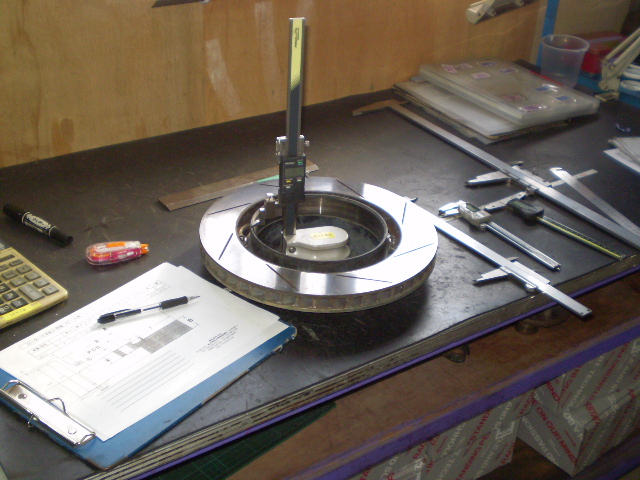
専用の用紙に、必要最低限の計測事項を記入します。
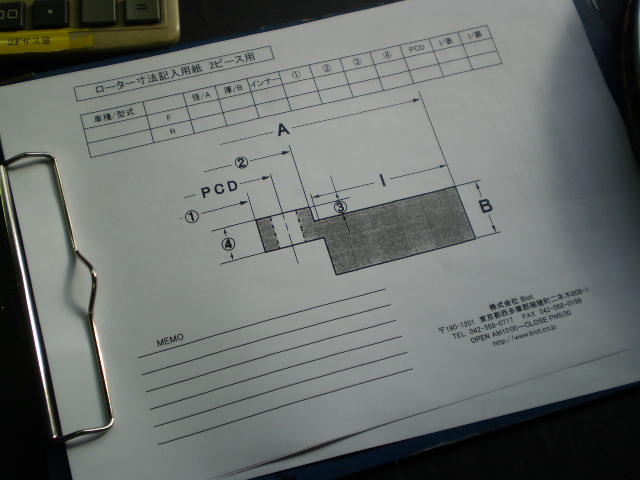
画像と記入した数値、現品の再計測等を行いながら、ブレーキローターの現品の図面を書きます。 各部の干渉を考慮して、自社部品の数値を当て込んでいき、なるべく製作物が少ない様、ディスクローター(パッドと当たる部分)は次回購入される際に、Biotの通常製品(在庫部品)をご使用いただける様、何度か熟考します。
ベルハウジングの外径、取付部の形状が決まったら、最小限の製作部品を設計します。 初めに書いたブレーキローターの現品の図面と、最小限の製作部品を設計した物に通常製品(在庫部品)等を組み合わせた図面を製作し、CAD上で製品を確認します。
計測作業とリバースエンジニアリング作業で、試作部品は不要です。
そこから先は、製作部品の内容と量で製作時間は異なりますが、1~3週間程度でできあがります。
お客さんから預かったブレーキローターの現品は、当日~翌日くらいのスケジュールで、一度返却します。

後は、製作部品が届くのをお待ちいただくだけです。
続きは、特注ブレーキローター製作-2をご覧ください。
ディスクローターの加工‐1
加工中のローターについてです。

▲Biot ディスクローター
鋳造でできた素材を旋盤加工して、穴開けとスリット加工までおこなった状態です。 旋盤加工では、面精度が3/100~6/100程度にしか仕上がらなく、その後に研磨加工を行います。
研磨加工の仕上がりは5/1000~2/100でしあげていますので、旋盤加工は画像のような状態です。 そのまま使用すれば、酷いジャダーが出ると思われます。
画像のローターは、アルミ製のハウジングを組み合わせて、LEXUS RX450hのフロント用の純正交換タイプに使用する物です。 うちでは、素材を製作し、削り出しての製品化ですので、かなりのサイズ、タイプに対応しています。
RX450h用の2ピースローターは少し特殊なサイズで、現状では世の中には販売されていないと思います。 詳しくは 純正交換 gout 2ピースローター フロント RX 450h/200tをご覧ください
ディスクローターの加工-2もご覧ください。
。
Audi RS6のオフセットキット!

Audiのブレーキローターを交換しました。 RS C6のフロント6Pot車用です。
商品名はオフセットキットキットですが、もう十何年も前に、何かわかりやすい名前にと思って決めました。
純正20インチホイールは、フロントは装着可でしたがリアはギリギリで不可でした。


 新発売
新発売
最新の記事
ブログカテゴリ
- 新着情報
- 商品開発に関する記事一覧
- 特注製作に関する記事一覧
- R35 GTRに関する記事一覧
- GTR/RB26に関する記事一覧
- NISSANに関する記事一覧
- 日産シルビアに関する記事一覧
- アルファード/ヴェルファイアに関する記事一覧
- PRIUSに関する記事一覧
- 86/BRZに関する記事一覧
- TOYOTAに関する記事一覧
- LEXUSに関する記事一覧
- MAZDAに関する記事一覧
- NSXに関する記事一覧
- S2000に関する記事一覧
- HONDAに関する記事一覧
- LEVORGに関する記事一覧
- SUBARUに関する記事一覧
- EVOに関する記事一覧
- SWIFTに関する記事一覧
- Porscheに関する記事一覧
- Ferrariに関する記事一覧
- BMWに関する記事一覧
- Peugeotに関する記事一覧
- MercedesBenzに関する記事一覧
- Audiに関する記事一覧
- Volkswagenに関する記事一覧
- Lamborghiniに関する記事一覧
- BRAKE
- Suspension
- その他
月別アーカイブ
- 2024年12月 (2)
- 2024年6月 (2)
- 2024年4月 (1)
- 2024年2月 (5)
- 2024年1月 (6)
- 2023年12月 (3)
- 2023年7月 (1)
- 2023年3月 (1)
- 2023年1月 (4)
- 2022年9月 (2)
- 2022年8月 (2)
- 2022年5月 (3)
- 2021年10月 (6)
- 2020年9月 (1)
- 2020年7月 (1)
- 2020年6月 (2)
- 2020年5月 (5)
- 2020年4月 (4)
- 2020年3月 (9)
- 2020年2月 (12)
- 2020年1月 (8)
- 2019年12月 (20)
- 2019年11月 (4)
- 2019年10月 (5)
- 2019年9月 (5)
- 2019年8月 (7)
- 2019年7月 (4)
- 2019年6月 (1)
- 2019年5月 (4)
- 2019年4月 (3)
- 2019年3月 (4)
- 2019年2月 (5)
- 2019年1月 (5)
- 2018年12月 (10)
- 2018年11月 (4)
- 2018年10月 (12)
- 2018年9月 (25)
- 2018年8月 (22)
- 2018年7月 (19)
- 2018年6月 (18)
- 2018年5月 (13)
- 2018年4月 (14)
- 2018年3月 (18)
- 2018年2月 (15)
- 2018年1月 (16)
- 2017年12月 (2)
- 2017年11月 (1)
- 2017年10月 (1)
- 2017年9月 (1)
- 2017年8月 (4)
- 2017年7月 (1)
- 2017年5月 (2)
- 2017年4月 (1)
- 2016年11月 (2)
- 2016年9月 (1)
- 2016年3月 (2)
- 2016年2月 (4)
- 2015年9月 (1)
- 2015年6月 (1)
- 2015年4月 (2)
- 2015年2月 (1)
- 2015年1月 (1)
- 2014年11月 (1)
- 2014年10月 (1)
- 2014年9月 (1)
- 2014年7月 (2)
- 2014年6月 (4)
- 2013年12月 (3)
- 2013年11月 (8)
- 2013年10月 (1)

![Biot euro [ビオ・ユーロ] 対応車種:ドイツ車](/data/images/snav-ban01.png)
![asse di Biot [アッセ・デ・ビオ] 対応車種:イタリア車](/data/images/snav-ban02.png)
![Biot [ビオ] 対応車種:国産車](/data/images/snav-ban03.png)
![Biot LA [ビオ エルエー] 対応車種:アメリカ車](/data/images/snav-ban04.png)


株式会社Biot
| 住所 | : | 〒190-1201 東京都西多摩郡 瑞穂町大字二本木808-1 |
|---|---|---|
| TEL | : | 042-568-0717 |
| FAX | : | 042-568-0198 |
| : | biot@biot.co.jp |
